
以下是:明水桩基声测管诚信厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 最小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 明水桩基声测管诚信厂家,鑫亿呈钢管有限公司专业从事明水桩基声测管诚信厂家,联系人:刘经理,电话:18833761560、18833761560,QQ:18833761560,发货地:新华区发货到安徽省 蚌埠市 龙子湖区、蚌山区、禹会区、淮上区、怀远县、五河县、固镇县,以下是明水桩基声测管诚信厂家的详细页面。 安徽省,蚌埠市 民国三十六年(1947年)1月1日,蚌埠正式设市。蚌埠古代因多蚌而得名,意为遍布河蚌的码头。蚌埠是淮河文化发祥地之一,距今7300年前双墩文化遗址出土的刻画符号,被确认为中国文字的重要起源之一;治水英雄大禹在此劈山导淮、召会诸侯;留传至今的汉民族代表性的民间舞蹈——花鼓灯,被周恩来总理誉为“东方芭蕾”,列为批非物质文化遗产。市境内有涂山、张公湖等4A级旅游景点。蚌埠市是安徽省委、省政府明确支持建设的淮河流域和皖北地区中心城市,是全国文明城市、全国双拥模范城市、园林城市,是华东地区重要的综合交通枢纽城市,蚌埠港是千里淮河大港。
我们的明水桩基声测管诚信厂家视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:明水桩基声测管诚信厂家的图文介绍
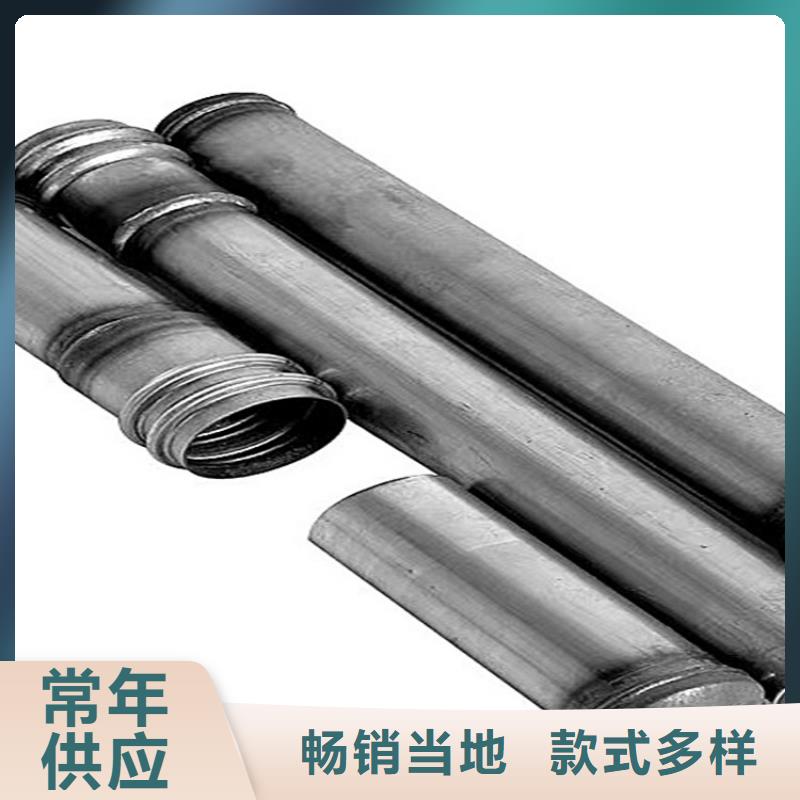
说到桩基质量的检测,我们现在正在使用超声波检测方法。这种检测方法必须使用安徽蚌埠声测管作为一种特殊工具,在布置时需要使用相应的规范方法。我建议根据需要布置的管体数量做一个支架。例如,如果需要埋设三个安徽蚌埠声测管,我们将支架制成等边三角形,并将指定位置放置在管道的位置。这样,这个支架可以使管道布置平行和等距。如何埋设安徽蚌埠声测管?*新的规范要求是什么?安徽蚌埠声测管的数量是根据桩基的直径布置的。以下是部分布置方法。安徽蚌埠声测管布置要求是什么?1.安装桩径在1.0-2.5米之间时,布置三根,位置以三根安徽蚌埠声测管等边三角形布置。2.安装桩径在0.6-1.0米之间时,与中心点三点一线布置两根。3.安装桩径大于2.5米时,布置四根,位置要求四根安徽蚌埠声测管正方形连接。安徽蚌埠声测管埋置规定。桩基检测和安徽蚌埠声测管的埋设布置应符合JTG/TF81-01的规定。预埋检测管:1.桩径0.6-0.8m应埋双管;桩径0.8-2.0m应埋三根管;桩径2.0m以上应埋四根管。根据赤峰桥的具体情况,桩基可埋三根管。安徽蚌埠声测管的内径应为50-60mm。2.声波检测管应采用钢管。塑料管或钢波纹管,其内径应为50~60mm。检测管连接处应光滑过渡,管口应高于桩顶100mm以上,各检测管口高度应一致。管道下端应封闭,上端应盖住,管道内不得有异物,管体不得损坏。声学测量管应封闭在下端。上端盖。管道内无异物;声学测量管连接处应润滑过渡,管口应高于桩顶500mm,各声学测量管口高度应不同。3.安徽蚌埠声测管可焊接或捆扎在钢筋内侧,检测管应平行。
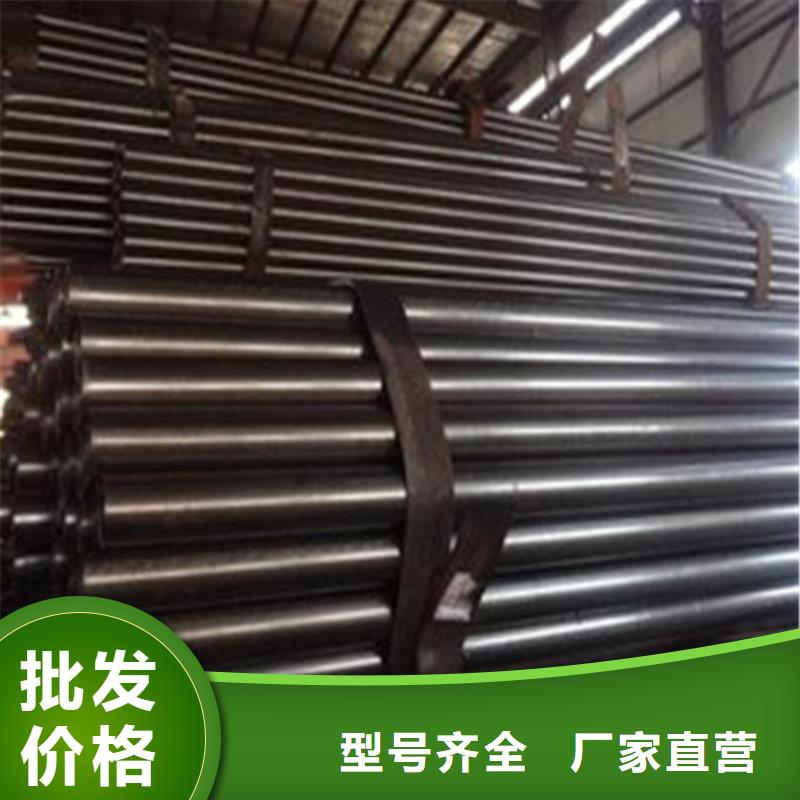
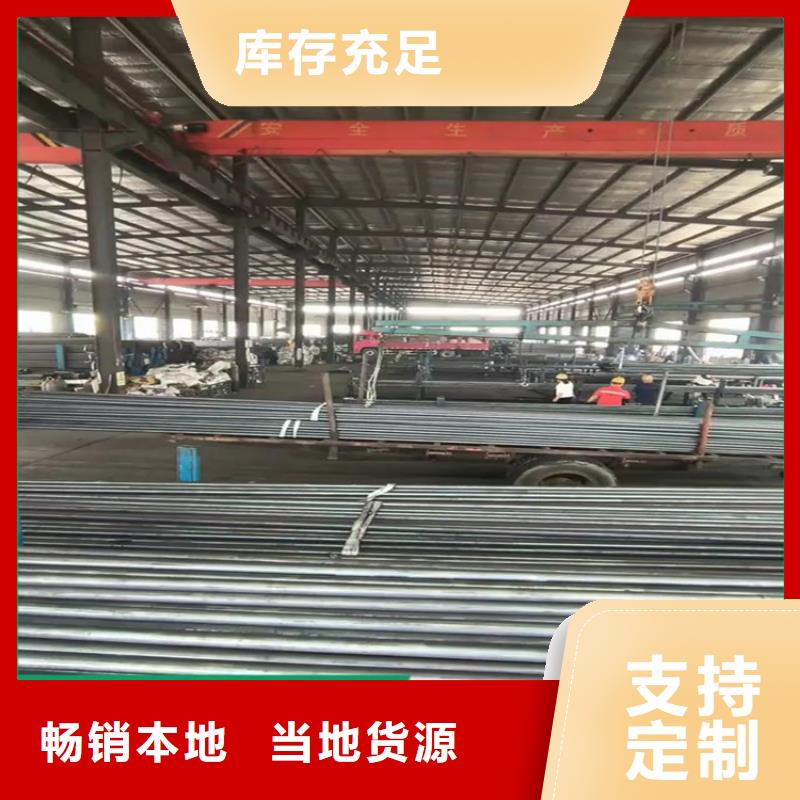
安徽蚌埠鑫亿呈钢管有限公司携全体员工,一心为客户生产出质量优异、价格合理的高品质 声测管,注浆管,冷却管,沉降板产品。以不断创新发展,高于客户要求为出发点,除了在硬件实力上下功夫外,努力自己的软件水平(在销售流程、配送发货方面)确保客户得到的 声测管,注浆管,冷却管,沉降板产品是;质优、价廉;,以较低的成本,取得z u i好的质量。欢迎新老客户与我们联系。
安徽蚌埠声测管对焊接质量有哪些要求:分析安徽蚌埠声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。安徽蚌埠声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于安徽蚌埠声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在安徽蚌埠声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在安徽蚌埠声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。
灌注桩安徽蚌埠声测管施工的的布置必须按规范要求来进行,稍微一马虎就会酿成严重后果。有些时候出现了问题很多人考虑的买的管子质量是否有问题,其实不然,应先考虑施工环节是否完善,不然下回还会有同样的结果。规范中要求不同的桩基直径要埋设不同数量的安徽蚌埠声测管,而且要用铁丝捆绑不能使用电焊;作重要的是相互之间需平行且等距摆放。*后还需使用木塞进行顶管封堵,避免落入杂物。 以下是JT/T705-2007标准所包含的规定; 1、尺寸、壁厚误差范围:外径±1.0%壁厚±5%参考:安徽蚌埠声测管壁厚(理论误差)下差范围是多少; 2、抗拉强度(MP)≥315MP。 3、拉伸试验(伸长率)≥14%。 4、压扁试验当两压平板间距离为安徽蚌埠声测管外径的3/4时,应不出现裂纹。 5、弯曲试验安徽蚌埠声测管不带填充物,弯曲半径为公称外径的6倍,弯曲角为120°。 6、液压试验安徽蚌埠声测管两端封口注入水压为5MP时。 7、涡流损伤安徽蚌埠声测管焊缝无沙眼、裂缝。 8、密封试验外压P=215S/D无渗漏,接口不变形。 9、内压P=215S/D无渗漏,接口不变形。 10、拉拔试验在常温下,就应能承受3000N的拉拔力,持续60min连接部分无松动、断裂。 12、扭矩试验扭力距120N.m,接头不发生滑移。 13、硬度试验HRB≥90安徽蚌埠声测管管壁硬度。
明水桩基声测管诚信厂家,鑫亿呈钢管有限公司为您提供明水桩基声测管诚信厂家产品案例,联系人:刘经理,电话:18833761560、18833761560,QQ:18833761560,发货地:新华区。










